传统离散型装备制造业企业的过程质量控制靠“人”把关,经常发生螺栓拧紧标识漏划、液压油位不达标、部件干涉等简单低级问题,但记录本上却显示合格等“两张皮”现象,以及工序间交接推诿扯皮,天天要求、天天讲“自检”,但“自检”有效性仍要打问号,在数字化转型、面向智慧生产的当下,传统过程质量控制模式弊端凸显。
本文基于“IE+IT+IM”理念,融入精益六西格玛、全面质量管理思想,通过 MES 与 QMS 系统深度集成,并依托大数据分析软件、大数据平台等实现对关键和重要要素实现实时监视与测量,并通过拍照、信息自动传递、多重确认机制确保自检的有效性,以实际业务场景为案例深入阐述。
1 数字化转型战略背景下基于“MES+QMS+6σ”的过程质量预防模型
1.1 MES、QMS 在制造过程质量控制与预防中的应用
和欧美、日本、韩国等工程机械巨头相比,我国工程机械管理基础薄弱、流程关联性差、信息化程度低,唯有将IE 和 IT、IM 手段相结合,以 IE 思维来持续提升制造水平,以 IT 技术和工具提升管理效率,以 IM 助力管理决策,走信息化技术应用、管理基础提升、大数据分析及预警应用并重的跨越式发展方式,本文基于“IE+IT+IM”理念,通过MES 与 QMS 系统深度融合、相互协同构建关键信息采集平台,并借助大数据分析、电子驾驶舱等手段实现对制造过程参数的实时监视与测量,从而实现对过程质量的控制和预防。
MES 系统实现自检记录在线上、自检拍照在云端、case 闭环管理、信息线上传递等功能;QMS 系统实现不合格评审在线上、自检记录维护、整机档案存档等,并通过MES 系统与 QMS 系统接口集成,实现 MES与 QMS 信息互传与存档。
本文通过工业互联网技术,对各系统数据的收集、统计并在电子驾驶舱端展现,对过程质量实施持续性监视与测量;同时运用大数据分析软件和六西格玛统计学方法对获取的关键过程参数,统计分析制造过程的潜在风险因素和变异,为制造过程质量提升提供决策和指导。
1.2 现状
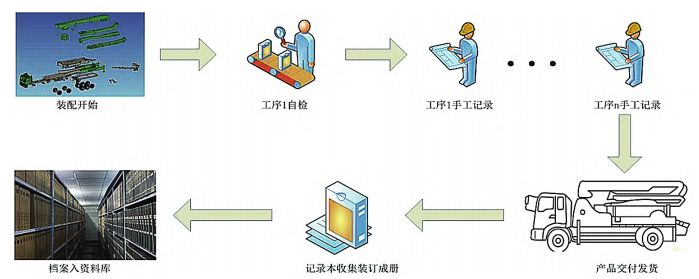
以某公司为例,从装配到调试、涂装、入库,再到发货交付,全过程自检采取手工记录到记录本,各工序完工后收集记录本并整理成册,再形成整机档案存入资料库,详见图 1。
图 1 过程质量自检与追溯现状示意图
1.3 基于“MES+QMS+6σ”的过程质量预防模型
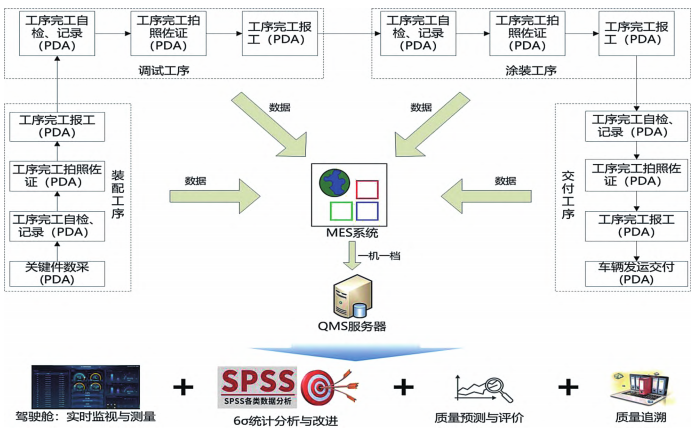
过程质量预防模型以 IE 手段优化业务流程、用 IT 工具打通 MES、QMS 系统,以 IM 应用场景构建包含报工、数采、自检等过程信息为大数据载体的驾驶舱,创建基于“IE+IT+IM”的预防型过程质量控制模式,详见图 2。
图 2 基于“MES+QMS+6σ”的预防型过程质量控制模型
2 基于“MES+QMS+6σ”的预防型过程质量控制的方案设计与实现
2.1 关键件数采追溯系统架构设计
基于 B/S 架构对 MES 和 QMS 系统开发和集成,打破信息孤岛,实现对“装配——调试——涂装——入库——发货”全流程构建以“平台架构—平台支撑—基础数据—业务功能”为主体的预防型过程质量控制系统。
2.2 实时监视与测量模块
2.2.1 关键件数采与追溯模块
在关键件数采与追溯上,设计出超级二维码格式与容量,实现了 25 位超长字符串,解决供方、型号、SN 码容量不足问题。同时运用 ABC 分层数采、虚拟不装、分包绑定等三大创新性技术,解决了离散型制造企业关键件物料种类多、数量少、未定型、部装等实际问题。
关键件数采种类多、扫码量大等问题,充分考虑关键件特点,将关键件氛围 ABC 三个等级,A 等级关键件二维码信息包含供方、批次、SN 等信息,可以追溯到具体批次,B等级关键件二维码包含供方和批次,追溯到批次信息即可;C 等级关键件只需要扫码供方信息二维码,实现对供方的追溯即可。
虚拟绑定方面,液压部件存在提前装配,无法锁定装机编号,为此新增了虚拟号,通过部装部件和虚拟号绑定,在整机扫码时实现桥接过度,将部装部件里面的关键件信息与装配的整机编号绑定。
分包绑定,复杂庞大的工程机械设备生产过程属于典型的离散型制造,存在部分持续技术升级而无法定型的部件,不仅型号多,而且量大,就导致 BOM 与实际装配物料无法同步,扫码工作量大无法精准绑定,诸如胶管等,未解决此问题,设计了一种在无需通过 BOM,在胶管制造环节在系统维护胶管型号,生成二维码,在装配时直接扫码绑定,即可解决该未定型部件数采问题。
通过上述应用创新,实现了关键件品类 100% 覆盖,为快速快速的质量追溯和大数据分析奠定了基础。
2.2.2 自检记录信息化
本设计通过 MES 与 QMS 深度集成,通过在 QMS 系统维护检验记录,员工通过 PDA 登录 MES 系统,在 PDA 端实现装配完的电子记录,该功能的实现,不仅解决了纸质记录本存在弊端,而且实现了对过程质量的快速追溯和分析。
2.3 过程质量防错机制模块
2.3.1 自检结果拍照确认防错机制
本系统在上述自检基础上,增加了工序记录填写后拍照上传功能,而且拍照上传和工序报工挂钩,不仅可以预防错漏记录,还可以通过拍照功能促使员工对自己的工作进行二次确认,避免错漏装、参数错误等。该功能的实现,不仅仅解决了纸质记录本自检记录作弊等问题,更重要的是管理人员可以在后台实时远距离的监视和抽查,同时能够为后续的过程追溯提供更加有力的素材支撑,也为过程质量问题的原因分析提供了依据。其工作原理与改善前后对比如图 3。
图 3 基于“MES+QMS+6σ”的自检结果拍照确认防错机制
2.3.2 客户特殊需求的防错机制
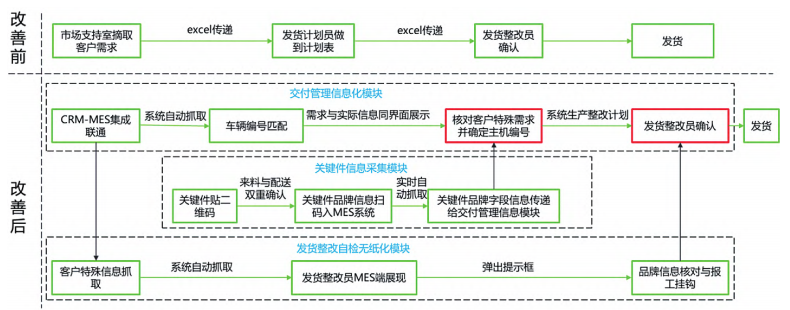
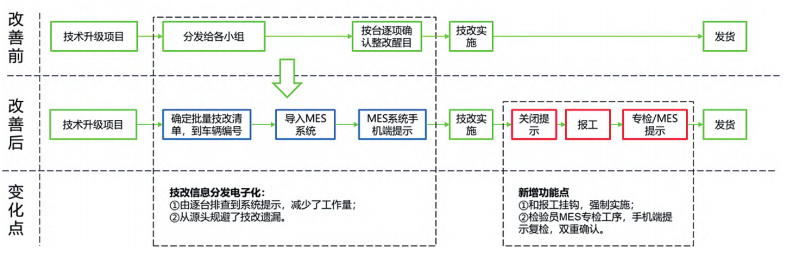
传统的客户特殊需求靠人工通过 EXCEL 等文档传递,在此过程中客户需求信息需要经过多层传递,经常出现信息传递不及时、错漏确认等情况情况。本项目通过系统集成,将客户需求信息、装配过程关键件数采信息分别从业务终端的 CRM 系统、制造过程的 MES 系统直接传送到交付计划员的电脑端和交付整修人员的 PDA 端,并将确认完成与报工绑定,实现车辆确认时由交付计划员确认理论信息、车辆发运前由交付整修人员第二次确认实物信息的双重确认机制,此过程全流程无需人工介入,从工作机制上杜绝了信息传递不及时、错漏确认等现象的发生。其工作原理与改善前后对比如图 4。
图 4 基于“MES+QMS+6σ”的客户特殊需求防错机制
2.4 质量异常管控模块
2.4.1 case 触发与闭环管理机制
离散型装备制造业的特点就是多品种、小批量,不同批次均存在技术升级等过程 case,线下通过纸质档记录、人工跟进,经常出现错漏检、未闭环跟进等现象,导致问题流入市场端。本项目通过系统集成,实现生产过程 case 事项在 PDA 端触发,在入库、交付管理等环节实现闭环确认,和报工、交付强制绑定,不仅消除了过程管理难度、纸质版管理工作量大等问题,而且从机制上杜绝了 case 事项的错漏检和未关闭,其工作原理与改善前后对比如图 5。
图 5 基于“MES+QMS+6σ”的 case 触发与闭环管理机制
2.4.2 工序间例外转序的触发与闭环管理机制
传统制造过程因缺件、质量问题等需要例外转序的,是通过填写纸质单据,各层级管理人员审批同意后才能流转,这会造成问题处理周期长、管理工作量大、闭环跟进不彻底等问题。通过 QMS 和 MES 系统深度集成,一线员工通过PDA 即可触发,各层级管理人员手机端即可实现审批,效率大大提高,而且闭环跟进得到了 100% 的监视与跟进。
2.5 大数据统计分析与应用模块
2.5.1 电子看板的运用
运用大数据统计与分析技术,从 MES、QMS、智能云监控平台等抓取大数据,通过业务逻辑进行统计分析,对质量指标、产出任务、效率、安全、交期等进行实时监视和测量,并通过电子看板实时展现到员工和各层级管理人员,实现了实时与远程监视,实现了对异常的及时预警、及时发现、及时处置。基于大数据统计分析技术的电子看板。
2.5.2 大数据统计分析与应用
通过 MES 系统采录过程自检信息,运用精益六西格玛理念,借助大数据分析实现对自检信息、数采信息进行大数据分析,识别潜在的过程变异与异常,为装配、调试、涂装和交付质量的提升提供决策依据,助力管理决策。
2.6 系统开发与实现
该系统主要基于公司现有的 MES、QMS 系统二次开发和深入集成,实现信息在多个系统之间的实时传递和共享;
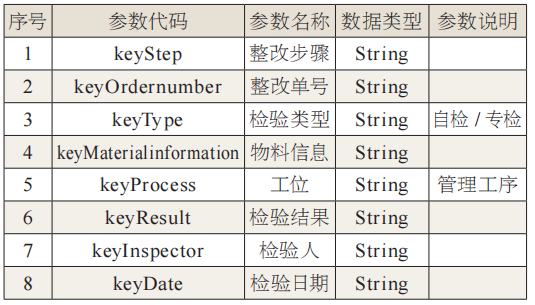
(1)软件集成方面,以交付管理工序自检结果传输过程,MES、QMS 集成为例进行说明,详见表 1。
表 1 QMS 系统与 MES 系统接口
软件系统间接口部分关键代码如下:
public int add(SelfCheck entity) {
List<SelfCheckDetailVo> detailVoList = entity.
getDetailVoList();
if ("3".equals(entity.getRectInspectType())&&"1".
equals(entity.getStatus())){
if (CollectionUtils.isNotEmpty(detailVoList)){
List<SelfCheckDetailVo> collect = detailVoList.
stream().filter(o -> StringUtils.isBlank(o.getPictureUrl())).
collect(Collectors.toList());
if (CollectionUtils.isNotEmpty(collect)){
throw new BusinessException("-M10012849", "上传图片不允许为空 "); }}}}
(2)硬件集成方面,将软件功能内置于 MES 系统App 中,通过 PDA 或手机以扫码、勾选、填写文本等形式作业,实现信息的实时采录和归档。
3 项目实施与案例实践
3.1 基于“MES+QMS+6σ”的过程质量预防项目实施过程
本文运用“IE+IT+IM”理念,通过需求调研、业务改进、系统设计与开发、系统实施、持续改进五个阶段对 MES、QMS 等系统进行集成和优化,并打通和 CRM、SRM、TMS系统间的连接,通过 PDA 和 Pad 等硬件在关键岗位的普及,实现了对关键件数采、生产过程自检、交付计划、异常管理等功能的无纸化作业,以及过程数据的收集和统计分析。
3.2 基于“MES+QMS+6σ”的过程质量预防功能应用
该项目的实施,实现了关键件数采与追溯、整机电子档案的一机一档自动建立、装配到交付的全流程自检信息化及拍照确认、质量不合格管理、例外转序管理、case 管理、交付计划管理、车辆发运前确认管理、交付电子看板管理、大数据统计分析与应用等功能。
3.2.1 装配工序关键件数采作业场景
供方通过 SRM 系统,根据产品关键件等级打印二维码并粘贴在产品上,装配工序员工通过 PDA 端 MES 系统扫描整机二维码,再根据工序扫码关键件二维码实现整机与关键件的绑定,并 MES 系统传递到 QMS 系统,生成整机档案,同时将关键件信息同步传送到交付管理,为客户特殊需求确认奠定基础。
3.2.2 装配自检信息化与拍照确认场景
由质量工程师在 QMS 系统维护自检记录表,装配员工通过 PDA 端的 MES 系统实现对生产过程的自检和记录,实现自检记录的实时登记,并通过拍照上传,督促员工对生产作业质量、自检记录进行确认,为结果负责。
3.2.3 交付工序客户特殊需求确认场景
交付计划员在匹配整机时,系统将客户特殊需求、关键件数采结果直接呈现在同一界面,由计划员做初步筛选和确定整机编号;在车辆交付整修环节,由整修人员通过PDA 端提示客户特殊需求,开展第二次确认。
3.2.4 自检信息化大数据分析应用场景
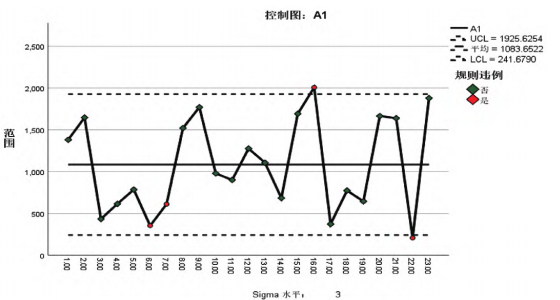
以产品交付前里程数监视与测量为例,以连续交付的10 台整机为一组,连续采集 23 组数据,对整机交付前里程的异常情况运用控制图进行大数据监视和预警,从图 6可以看出,6-7-16-22 组数据存在异常,以 16 组异常进行解剖,追溯到第 4# 整机的里程为 2106km、第 7# 整机的里程为100km,造成极差偏大形成判异,经跟踪分析,发现是员工将 7# 整机的 1000km 错录为 100km,经数据修正后异常和预警解除,充分验证了大数据分析应用在该系统模型中预防作用的有效性。
图 6 基于“MES+QMS+6σ”的大数据分析与预警应用场景
3.3 系统实施效果
经过 3 个月的试运行,初步结果显示实现了关键件数采与追溯覆在 5 类车型的 100% 覆盖;实现从装配、调试、涂装到入库的自检信息化全覆盖,自检记录实现 100% 实时采录并入档;客户特殊需求不匹配问题得到 100% 杜绝,异常关闭率和错漏检率得到了有效控制;交付 PDI 一次报检合格率由 98.56% 提升到 99.50%。
4 总结与展望
本文运用“IE+IT+IM”理念,实现对 MES、QMS 等子系统间的集成和深度优化,极大提升了关键件数采和追溯效率、自检记录采录效率、客户特殊需求符合率、质量异常关闭率,杜绝了错漏检和自检作弊现象,并通过电子看板实现了实时、远程监视与测量,为管理决策提供了助力;同时通过大数据分析和自检图片,可以实现质量问题与过程异常的快速追溯、分析和溯源。
在面向未来工程机械的数字化转型和智能化改造过程中,通过流程精益化、信息化系统集成和大数据分析等手段,实现对制造过程参数实时监视与测量、分析和先期决策,建立一种预防型过程质量管控模式是迈向全面质量管理、预防型质量管控模式的第一步,也是必经之路。本文对数字化转型背景下的过程质量预防研究尚浅,为进一步对生产业务全流程的覆盖、自检和专检无缝衔接,实现 QMS 与 MES、EAM 的深度集成,建立一个匹配敏捷、精益、绿色制造场景的全面质量管理平台是进一步研究和探索的重要方向。
作者:中联重科股份有限公司 罗晶晶 尚保玉 谢福权




 返回列表
返回列表