【行业资讯】离散型制造智能工厂发展战略
发布时间:2023-12-08 文章来源:鸿宇科技 浏览次数:2176
导读
INTRODUCTION
当前,以新一代人工智能技术与先进制造业深度融合发展为主要特征的新一代智能制造正在全球范围内孕育兴起,成为新一轮工业革命的核心技术。中国制造业总体而言大而不强,发展智能制造可推进中国制造业提质增效、由大变强,是中国制造业转型升级的主要路径。智能生产是新一代智能制造系统的主线,而智能工厂是智能生产的主要载体。
本文重点研究离散型制造智能工厂发展战略,首先探讨智能工厂的内涵,对智能工厂的基本架构、信息系统架构和基本特征进行描述,然后提出了智能工厂的重点突破方向和实施途径方案,最后给出了发展智能工厂的政策建议:①建议政府部门积极支持和引导智能制造产业发展和智能工厂示范,支持形成具有区域优势的智能制造生态链;②鼓励企业根据自己的实际情况建设智能工厂,构建技术竞争优势和提升企业经济效益是硬道理;③建立和落实协同创新机制;④突出核心技术、关键装备、工业软件的“中国制造”。
一、前言
当前,制造业成为全球经济竞争制高点,世界 各国纷纷加快谋划和布局,积极参与全球产业再分 工。中国制造业总体而言大而不强,利润率不高, 面临着工业发达国家“高端回流”和发展中国家“中 低端分流”的双重挤压。以新一代人工智能技术(以 大数据为驱动,使人工智能具备了学习的能力,具 备了生成知识和更好地运用知识的能力)与先进制 造业深度融合发展为主要特征的新一代智能制造正 在全球范围内孕育兴起,成为新一轮工业革命的核 心技术,将给世界产业技术和分工格局的深刻调整 带来革命性影响 [1]。抓住智能制造这个核心,推 进中国制造业提质增效、由大变强是中国制造业面 临的紧迫问题,也是我国打造经济发展新动能,促 进经济结构转型升级的重要战略考量。
发展智能制造是中国制造业转型升级的主要 路径。习近平总书记在党的“十九大”报告中指 出:加快建设制造强国,加快发展先进制造业, 推动互联网、大数据、人工智能和实体经济深度 融合,在中高端消费、创新引领、绿色低碳、共享经济、现代供应链、人力资本服务等领域培育 新增长点、形成新动能。《中国制造 2025》明确提 出:以新一代信息技术与制造业深度融合为主线, 以推进智能制造为主攻方向,实现制造业由大变 强的历史跨越 [2]。
新一代智能制造是一个大系统,主要由智能 产品、智能生产及智能服务三大功能系统以及工 业智联网和智能制造云两大支撑系统集合而成 [1]。Mittal 等人 [3] 收集和讨论了智能制造系统的各种 特征和技术。智能生产是新一代智能制造系统的主 线。智能工厂是智能生产的主要载体。
智能工厂在工业界和学术界得到了巨大的发展和深入探索 [4~9]。智能工厂的基本特征是将柔性 自动化技术、物联网技术、人工智能和大数据技术 等全面应用于产品设计、工艺设计、生产制造、工 厂运营等各个阶段。发展智能工厂有助于满足客户 的个性化需求、优化生产过程、提升制造智能、促 进工厂管理模式的改变。智能工厂根据行业的不同可分为离散型智能工厂和流程型智能工厂,追求的 目标都是生产过程的优化,大幅度提升生产系统的 性能、功能、质量和效益。全球制造业正在向个性 化、服务化、智能化、协同化、生态化和绿色化的 方向发展,为实现提振制造业的战略目标,欧美工 业发达国家都在积极发展新一代网络制造和智能工 厂的技术体系,构建创新生态环境,抢占技术升级换代的战略制高点。
中国是世界制造工厂,拥有全球最大的制造 业,对智能工厂需求最强烈。建设智能工厂是形成高度灵活、个性化、智能化的生产模式,推动我国制造业的生产方式从大规模生产向大规模定 制转型、从生产型制造向服务型制造转型、从要 素驱动向创新驱动转型的关键途径。本文重点研究离散型制造智能工厂发展战略,有望促进我国在智能工厂方面走到世界的前列,推动中国从制造大国走向制造强国。
二、智能工厂的内涵与基本架构
(一)智能工厂的内涵
智能制造是人工智能技术与制造技术的结合,是面向产品全生命周期,以新一代信息技术为基础, 以制造系统为载体,在其关键环节或过程,具有一 定自主性的感知、学习、分析、预测、决策、通信与协调控制能力,能动态地适应制造环境的变化, 从而实现质量、成本及交货期等目标优化。
制造系统从微观到宏观有不同的层次,如制造 装备、制造单元、生产线、制造车间、制造工厂和 制造生态系统等;其构成包括产品、制造资源、各 种过程活动以及运行与管理模式。智能工厂是面向工厂层级的智能制造系统。通 过物联网对工厂内部参与产品制造的设备、材料、 环境等全要素的有机互联与泛在感知,结合大数据、 云计算、虚拟制造等数字化和智能化技术,实现对生产过程的深度感知、智慧决策、精准控制等功能, 达到对制造过程的高效、高质量管控一体化运营的目的。
智能工厂是信息物理深度融合的生产系统, 通过信息与物理一体化的设计与实现,制造系统构成可定义、可组合,制造流程可配置、可验证,在 个性化生产任务和场景驱动下,自主重构生产过程, 大幅降低生产系统的组织难度,提高制造效率及产 品质量。智能工厂作为实现柔性化、自主化、个性化定制生产任务的核心技术,将显著提升企业制造水平和竞争力。
(二)智能工厂的基本架构
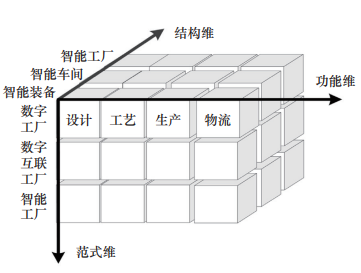
智能工厂的基本架构可通过图 1 所示三个维度进行描述。
图 1 智能工厂的基本架构
1. 功能维:产品从虚拟设计到物理实现
(1)智能设计。通过大数据智能分析手段精确获取产品需求与 设计定位,通过智能创成方法进行产品概念设计, 通过智能仿真和优化策略实现产品高性能设计,并 通过并行协同策略实现设计制造信息的有效反馈。智能设计保证了设计出精良的产品,快速完成产品 的开发上市。
(2)智能工艺。包括工厂虚拟仿真与优化、基于规则的工艺 创成、工艺仿真分析与优化、基于信息物理系统 (CPS)的工艺感知、预测与控制等。智能工艺保证了产品质量一致性,降低了制造成本。
(3)智能生产。针对生产过程,通过智能技术手段,实现生产 资源最优化配置、生产任务和物流实时优化调度、 生产过程精细化管理和智慧科学管理决策。智能制 造保证了设备的优化利用,从而提升了对市场的响 应能力,摊薄了在每件产品上的设备折旧。智能生产保证了敏捷生产,做到“just in case”,保证了生 产线的充分柔性,使企业能快速响应市场的变化, 以在竞争中取胜。
(4)智能物流。通过物联网技术,实现物料的主动识别和物流 全程可视化跟踪;通过智能仓储物流设施,实现物 料自动配送与配套防错;通过智能协同优化技术, 实现生产物流与计划的精准同步。另外,工具流等 其他辅助流有时比物料流更为复杂,如金属加工工 厂中,一个物料就可能需要上百种刀具。智能物流 保证生产制造的“just in time”,从而降低在制品的资金消耗。
2. 范式维:从数字工厂、数字互联工厂到智能工厂的演变
数字化、网络化、智能化技术是实现制造业创新发展、转型升级的三项关键技术,对应到制造工厂层面,体现为从数字工厂、数字互联工厂到智能工厂的演变。数字化是实现自动化制造和 互联,实现智能制造的基础。网络化是使原来的数字化孤岛连为一体,并提供制造系统在工厂范 围内,乃至全社会范围内实施智能化和全局优化 的支撑环境。智能化则充分利用这一环境,用人 工智能取代了人对生产制造的干预,加快了响应速度,提高了准确性和科学性,使制造系统高效、 稳定、安全地运行。
(1)数字工厂。数字工厂是工业化与信息化融合的应用体现, 它借助于信息化和数字化技术,通过集成、仿真、 分析、控制等手段,为制造工厂的生产全过程提供全面管控的整体解决方案,它不限于虚拟工厂,更 重要的是实际工厂的集成,如图 2 所示,其内涵包括产品工程、工厂设计与优化、车间装备建设及生 产运作控制等。
图 2 数字工厂
(2)数字互联工厂。数字互联工厂是指将物联网(IoT)技术全面 应用于工厂运作的各个环节,实现工厂内部人、机、 料、法、环、测的泛在感知和万物互联,互联的范围甚至可以延伸到供应链和客户环节。通过工厂互 联化,一方面可以缩短时空距离,为制造过程中 “人 – 人”“人 – 机”“机 – 机”之间的信息共享和协同工作奠定基础,另一方面还可以获得制造过程 更为全面的状态数据,使得数据驱动的决策支持与优化成为可能。
(3)智能工厂。制造工厂层面的两化深度融合,是数字工厂、 互联工厂和自动化工厂的延伸和发展,通过将人工智能技术应用于产品设计、工艺、生产等过程,使得制造工厂在其关键环节或过程中能够体现出一 定的智能化特征,即自主性的感知、学习、分析、 预测、决策、通信与协调控制能力,能动态地适应制造环境的变化,从而实现提质增效、节能降本的目标。
3. 结构维:从智能制造装备、智能车间到智能工厂的进阶
智能可在不同层次上得以体现,可以是单个制造设备层面的智能,生产线的智能,单元等车间层面的智能,也可以是工厂层面的智能。
(1)智能制造装备。制造装备作为最小的制造单元,能对自身和制 造过程进行自感知,对与装备、加工状态、工件材 料和环境有关的信息进行自分析,根据产品的设计要求与实时动态信息进行自决策,依据决策指令进行自执行,通过“感知→分析→决策→执行与反馈” 大闭环过程,不断提升性能及其适应能力,实现高 效、高品质及安全可靠的加工。
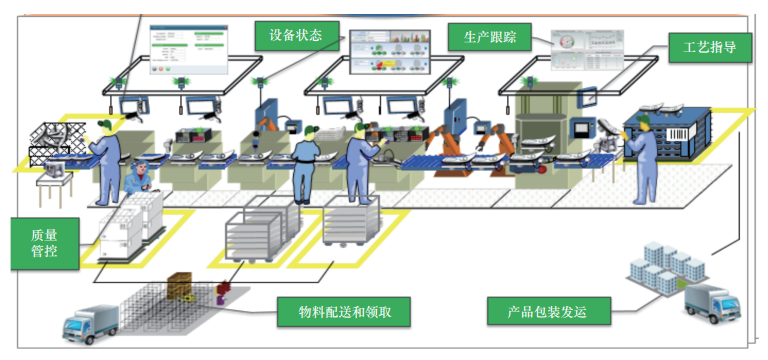
(2)智能车间(生产线)。如图 3 所示,车间(生产线)由多台(条)智能装备(产线)构成,除了基本的加工 / 装配活动 外,还涉及计划调度、物流配送、质量控制、生产跟踪、设备维护等业务活动。智能生产管控能力体现为通过“优化计划 – 智能感知 – 动态调度 – 协调控制”闭环流程来提升生产运作适应性,以及对异常变化的快速响应能力。
图 3 制造车间(生产线)的主要活动
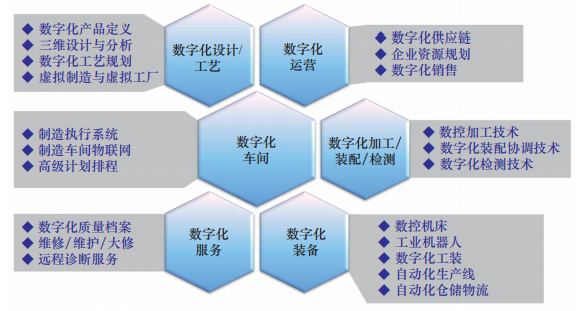
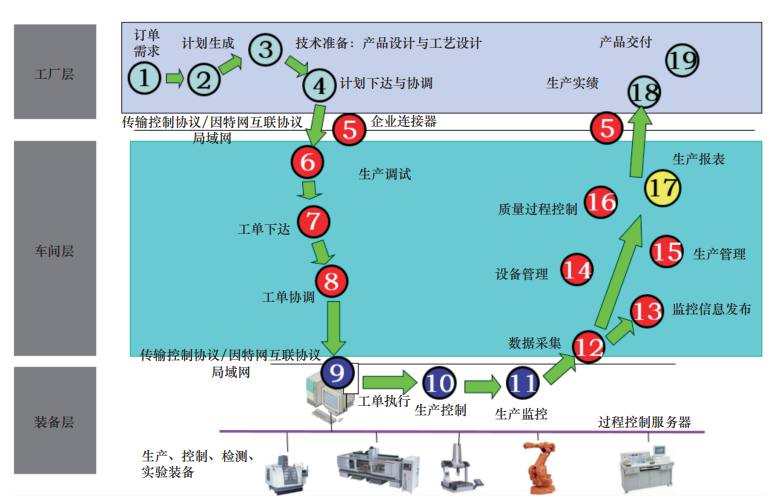
(3)智能工厂。制造工厂除了生产活动外,还包括产品设计与 工艺、工厂运营等业务活动,如图 4 所示。智能工厂是以打通企业生产经营全部流程为着眼点,实现从产品设计到销售,从设备控制到企业资源管理所有环节的信息快速交换、传递、存储、处理和无缝智能化集成。
图 4 制造工厂的一般性业务流程
(三)智能工厂的信息系统架构
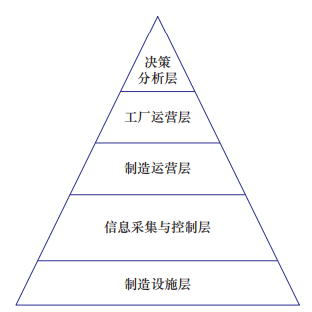
参照 IEC/ISO 62264 国际标准,智能工厂的信息系统架构如图 5 所示,从下到上依次为制造设施层、信息采集与控制层、制造运营层、工厂运营层、 决策分析层。决策分析层依靠互联网及工业互联网决策生产模式、制造任务的厂内外分配,制造设施 层和信息采集与控制层之间通过工业网络总线建立 连接,其余各层之间则通过局域网连接。
图 5 制造工厂的信息系统架构
(四)智能工厂的基本特征
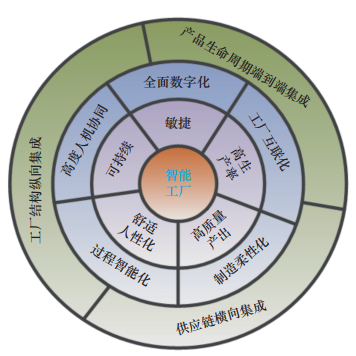
智能工厂的特征如图 6 所示,可以从三个角度来描述。
从建设目标和愿景角度来看,智能工厂具备五大特征:敏捷、高生产率、高质量产出、可持续、 舒适人性化。
从技术角度来看,智能工厂具备五大特征:全面数字化、制造柔性化、工厂互联化、高度人机协同和过程智能化(实现智能管控)。
从集成角度来看,智能工厂具备三大特征:产品生命周期端到端集成、工厂结构纵向集成和供应链横向集成,这与“工业 4.0”的三大集成理念是 一致的。
图 6 智能工厂的特征
三、智能工厂的重点突破方向和实施途径方案
(一)重点突破方向与关键技术
1. 智能工厂的基础建设——智能制造装备与工业大数据技术
围绕智能工厂的低层——制造装备的智能化及多源异构数据的获取与转换、大数据安全可靠传递 与高效计算、制造业务驱动的工业大数据分析等关 键问题,重点开展如下研究:①制造过程的信息采 集与制造装备的智能化;②智能工厂信息物理系统;③制造大数据标准与信息安全;④智能工厂大数据分析应用平台;⑤制造云数据组织与实时运行。
2. 制造资源建模与优化组织
针对动态多变的市场,需要优化利用社会资源及企业内部资源,需要对制造资源建模。具体包括:①工厂资源建模(开发能力、制造能力、管理);②制造任务描述建模(质量、成本、交货期);③制造资源的柔性设计与动态管理;④基于交货 期、制造资源、资金链建模。
3. 智能工厂使能技术
智能工厂的核心软、硬件是智能制造的重要使 能技术,具体包括:①适应个性化需求的设计研发 (包括增材制造技术);②面向任务的物联网构建;③面向智能工厂应用的虚拟现实 / 增强现实(VR / AR)系统;④制造装备智能监测与安全保障技术 与系统;⑤制造工程智能控制及软件,如切削工艺、刀具优化控制;⑥生产线管控系统;⑦效益约束的制造任务智能决策软件;⑧智能物流技术与装备。
4. 技术验证与示范区域规划
提供示范验证技术,推动发展与推广应用,具体包括:①各项使能技术的技术验证;②新一代人 工智能技术(大数据智能、人机混合智能、群体智 能、跨媒体智能、自主智能等)在智能工厂中的应 用;③培育智能技术服务型产业;④区域示范:选 择以下有代表性的示范区:珠江三角洲、长江三角洲、京津冀鲁、大西安(一带一路及航空航天)地区;⑤领域示范:航空航天、数控机床与基础制造装备、电子信息、工程机械、轨道交通、家电等;⑥ 3D 打印生产线示范,3D 打印已经呈现其颠覆性, 将成为 21 世纪的重要生产模式。
(二)实施途径方案
结合中国工厂的具体情况和特点,智能工厂需从以下三个方面考虑智能工厂的落地方案,同时应突出发展的阶段性及不同阶段的具体内容:
(1)数字化转型。实现基于产品生命周期管理端到端集成的产品 全生命周期数字化,并拓展工业数据感知获取、初 步数据挖掘和数据可视化;
(2)网络化升级。实现以工业互联网和工业大数据驱动的工厂规 划、管理、运营、执行等的纵向集成,并以智能装 备打下智能工厂的基础;
(3)智能化提升。以构建和应用产品、制造装备、工艺过程、供 应链(物流过程)等不同方面、不同层级的数字孪 生为基础,建立网络信息物理生产系统(CPPS), 并应用新一代人工智能,实现工厂间的横向集成。
(4)智能化改造。面对已经形成并有效运行的庞大数量的制造企 业采用传感技术、大数据技术、智能软件技术进行改造(制造装备与生产线),使大部分企业实现智能化转型,以较小投资获得巨大效益。
四、发展智能工厂的政策建议
建议政府部门积极支持和引导智能制造产业发展和智能工厂示范;在示范基础上,大规模推行制造装备的智能化改造工程及企业的智能化改造工程,支持形成具有区域优势的智能制造生态链。
鼓励企业根据自己的实际情况,针对性地建设智能工厂,既要弥补“工业 2.0”和“工业 3.0”所缺失的内容,又要关注和布局“工业 4.0”中智能 制造的前沿技术,做到二者的有机衔接,可以在智能制造功能维、结构维与范式维的不同水平上发展, 构建技术竞争优势和提升企业经济效益是硬道理。
建立和落实协同创新机制。在科技计划协同方面,国家科技计划应以标准、基础研究为先,重视产业化共性技术,以创新思想、发明专利为评审依 据;在产学研协同方面,企业应成为投资研发、应 用成果、集成创新的主体;在金融与科技、产业协 同方面,应改善制造业的资金环境;在人才协同方面,应建立科学的学科评估标准,引导创新与工程能力培养。
在智能工厂发展中,突出核心技术、关键装备、 工业软件的“中国制造”,警惕和防止未来中国智能制造成为发达国家高端装备、工业软件的倾销地,出现高端装备和核心技术“空心化”问题及“中国制造”为他人操控。
参考文献
[ 1 ] Zhou J, Li P G, Zhou Y H, et al. Toward new-generation intelligent manufacturing [J]. Engineering, 2018, 4(1): 11–20. 链接1 链接2
[ 2 ] 新华社. 国务院印发《中国制造2025》[J]. 现代焊接, 2015 (7): 139–140.
Xinhua News Agency. The State Council issued “China Manufacturing 2025” [J]. Modern Welding, 2015 (7): 139–140. Chinese.
[ 3 ] Mittal S, Khan M A, Wuest T. Smart Manufacturing: Characteris-tics and Technologies [C]. Columbia: IFIP International Confer-ence on Product Lifecycle Management, 2016.
[ 4 ] Wang S, Wan J, Zhang D, et al. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feed-back and coordination [J]. Computer Networks, 2016, 101:158–168.
[ 5 ] Zuehlke D. Smart factory—Towards a factory-of-things [J]. Annual Reviews in Control, 2010, 34(1): 129–138.
[ 6 ] Wang S, Wan J, Imran M, et al. Cloud-based smart manufacturing for personalized candy packing application [J]. Journal of Super-computing, 2016 (1): 1–19.
[ 7 ] Strozzi F, Colicchia C, Creazza A, et al. Literature review on the ‘smart factory’ concept using bibliometric tools [J]. International Journal of Production Research, 2017, 55(22): 1–20.
[ 8 ] Syberfeldt A, Ayani M, Holm M, et al. Localizing operators in the smart factory: A review of existing techniques and systems [C]. Cleveland: International Symposium on Flexible Automation, 2016.
[ 9 ] Li D. Perspective for smart factory in petrochemical industry [J]. Computers & Chemical Engineering, 2016, 91: 136–148.
作者:卢秉恒,邵新宇,张俊,王磊
来源:中国工程科学



 返回列表
返回列表